CNC Coolant: The Definitive Guide!
Let’s talk about CNC Coolant – the role it performs, how to mix it, how to maintain it, and how to dispose of it!
What Coolant Does:
Coolant in your CNC machine plays three roles:
- Lubricating the cutting action
- Provides “coolant” action through transfer of heat from the part (or tool) into the cutting fluid or coolant
- Aids in evacuation of chips or swarf
Just as important as coolant is the water you put it in. Often, tap water is ionized or “hard”, meaning it contains dissolved minerals and other contaminants. In general, we want as few minerals in our water as possible. The more minerals we introduce to the system, the more likely the minerals will stop the emulsifiers from working, leading to shortened coolant life. However, the presence of some amount of minerals can help reduce foaming. This is why some companies recommend that the initial coolant fill is done with tap water (which usually has some minerals).
When coolant evaporates, only the water evaporates; the minerals and coolant concentration do not evaporate. If you top up your coolant tank with tap water, you will be adding minerals to your sump over time (which will reduce your coolant life!) – this is why “top offs” are often done with purified water.
So how can you source purified water? Most shops go one of two ways: RO or DI water. RO, or Reverse Osmosis, is a handy way to treat your water as it flows through the RO membrane. However, RO systems only improve your water quality, so results are somewhat dependent on the quality coming out of the tap. Often pairing an RO system with a water softener improves both membrane life AND water quality. DI, or de-ionized water, is the way to go for larger shops. This is typically done as a service where the vendor installs the DI tanks and swaps them out as needed.
Watch out for these common mistakes!
- Not calibrating your refractometers
- Using the wrong coolant for your shop or water supply
- Not having a sustainable purification system
- Not having a maintenance schedule for your coolant and water system
Check out the tools below to check the quality of the water in your shop!
Coolants we use:
XTREME Cut 251C

QualiChem XTREME CUT 251C is a semi-synthetic cutting fluid designed to provide optimum tool life and surface finish across a wide range of ferrous and non-ferrous alloys. (Click here to download brochure)
Products:
EXAIR Chip Trapper System
The EXAIR Chip Trapper System is a great way to clean out a dirty or contaminated coolant tank. Their chip trapper vacuums coolant or other liquid into its drum, filtering out all solids and particulates into a reusable filter bag for easy cleanup. Clean, filtered coolant is then stored in the Chip Trapper’s drum for future use or disposal. We LOVE this product! It creates an easy way to clean out coolant tanks, transforming an arduous day job into a quick chore. EXAIR offers their product in three sizes, 30, 55, and 110 gallon for any size machine shop.
Tools to Check Water & Coolant:
Optical Refractometer

Digital Refractometer
TDS (PPM) Meter

Digital TDS Monitor

Digital pH

Pool Strips

pH Strips (7.5-9.5)

Water System Parts:
RO System

Replacement Membrane

Replacement Carbon Cartridge

Replacement Sediment Cartridge

DI Resin Cartridge

Replacement DI Resin

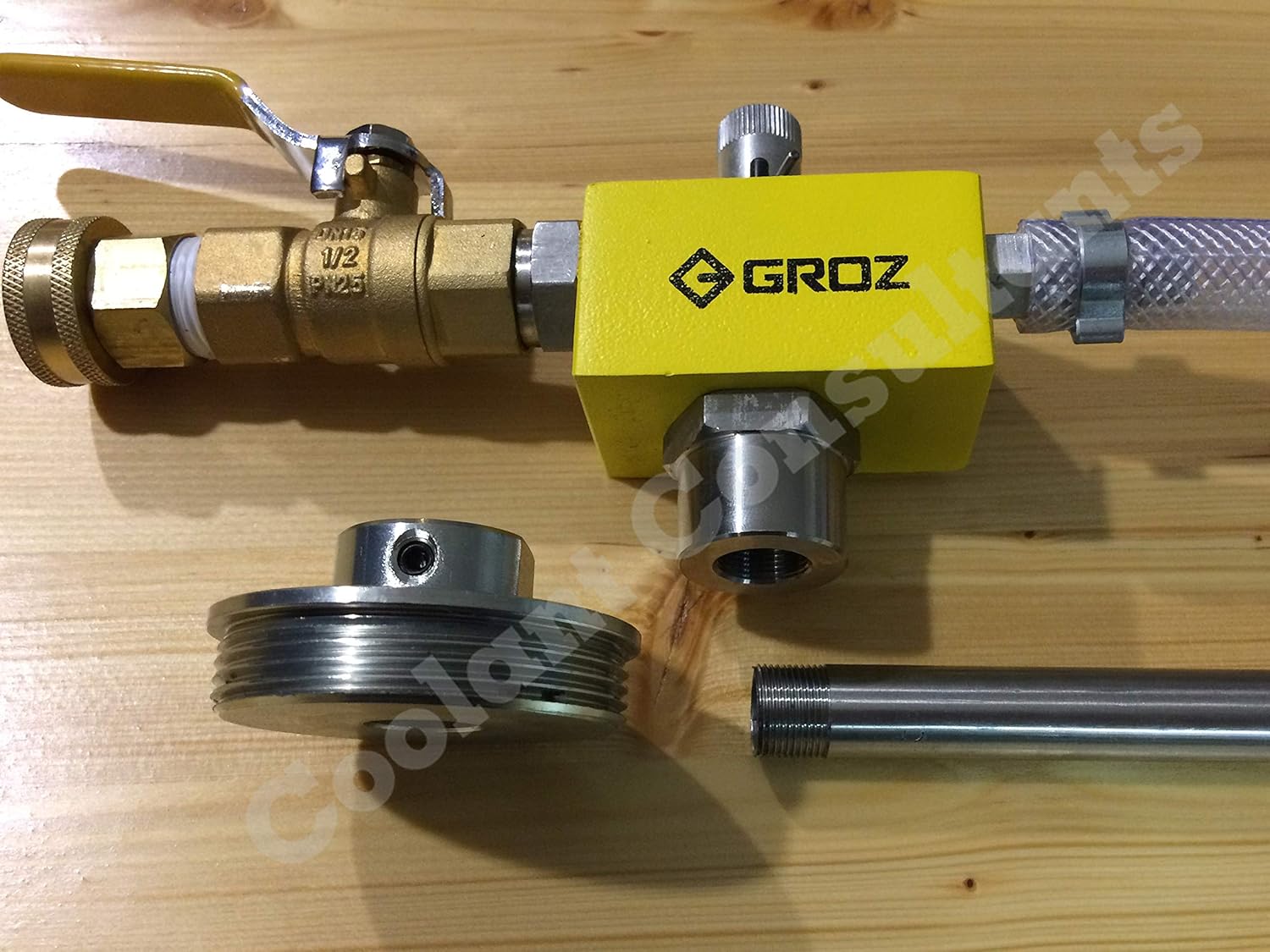
Coolant Mixer Valve
Plumbing Parts:
Auto Shutoff Valve

Float Valve

Check Valve

Clear Plastic Tubing
Thanks to Qualichem for providing these coolant charts and machine placard templates!